





高速机-CGS西杰仕-600高速机专用合金刀
产品品牌:西杰仕CGS
2大产品系列:
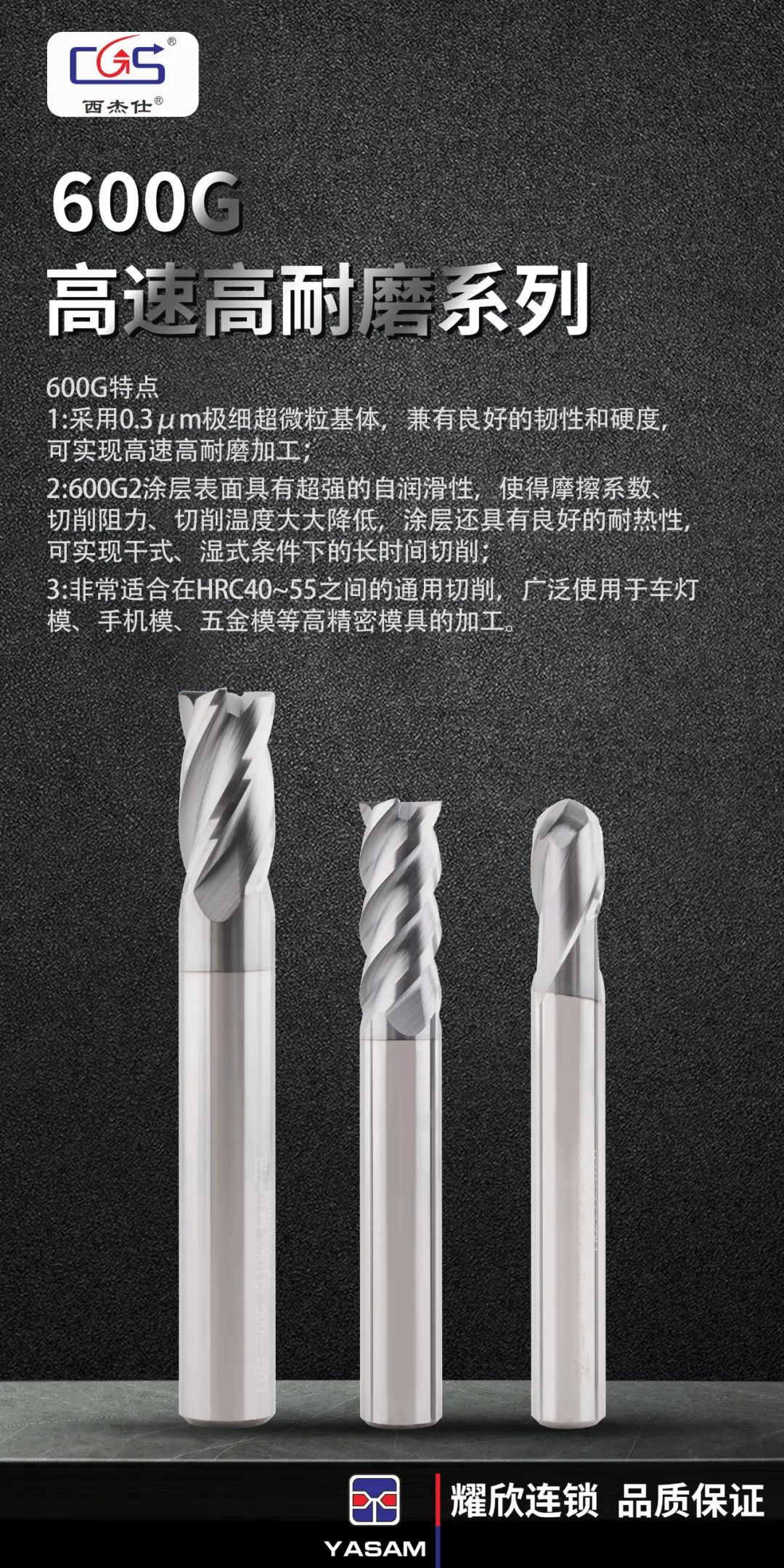
①CGS-600G-高速高耐磨系列
②CGS-600S-高速高硬度系列
一:600G,适合加工HRC≤55
--600G45 45度螺旋角,更加适合侧铣

--600G30 30度螺旋角,通用性产品

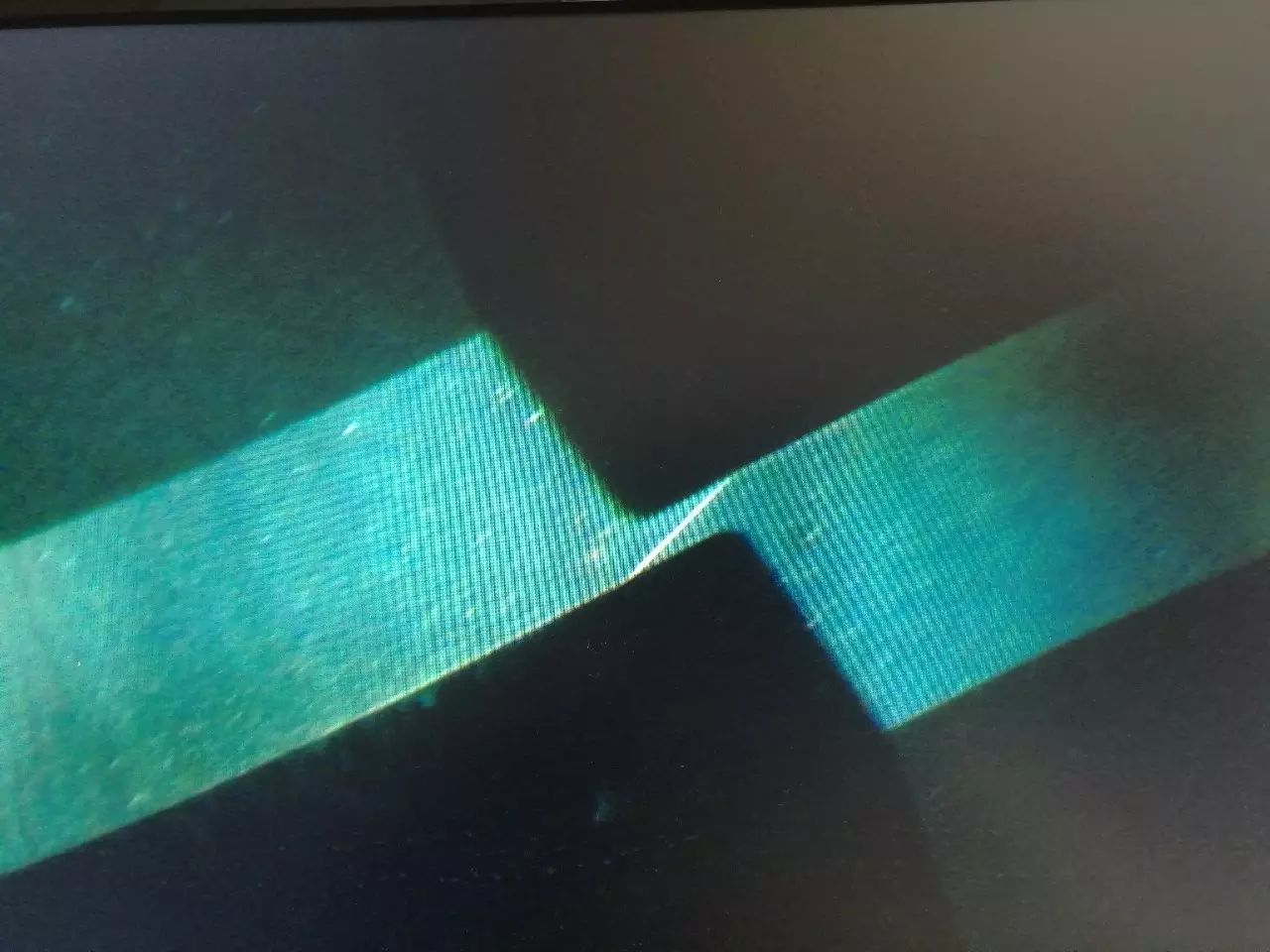
--600G,先进的球刀刃口磨削及后处理工艺

600G-球刀刃口特写
600G加工案例:
台湾信全高速机
工件:NAK80
硬度:HRC38~40
刀具:CGS600G R4*8*75L
参数:N=8400
F=1500
Ap=0.08
加工时间:累计15~20小时
冷却液:乳化液
模具:马桶盖
使用结果:客户满意
为达到最佳效果,耀欣工程团队建议改进:
❶:Ae:0.1-0.15(切宽,步距).
❷:F提高至:2500-3000.
❸:改为“油冷或油雾”冷却,可以提高光洁度.
二:600S,适合加工HRC55-68
--600S45 45度螺旋角

--600S,先进的球刀刃口磨削&后处理工艺
--刃口特写
600S加工参数:
600S-球刀 HRC55-68
R0.5 S=20000 F=1600 Ap=0.03 Ae=0.025
R1.0 S=14800 F=2000 Ap=0.05 Ae=0.05
R1.5 S=12000 F=1680 Ap=0.05 Ae=0.075
R2.0 S=10000 F=2000 Ap=0.06 Ae=0.1
R3.0 S=8000 F=1700 Ap=0.07 Ae=0.15
R4.0 S=5500 F=2500 Ap=0.08 Ae=0.15
R5.0 S=4200 F=2500 Ap=0.1 Ae=0.2
R6.0 S=3500 F=2000 Ap=0.1 Ae=0.25
600S45-平刀 HRC55-68
D1.0 S=18000 F=300 Ap=0.02 Ae=0.6
D1.5 S=15000 F=500 Ap=0.03 Ae=0.9
D2.0 S=13000 F=800 Ap=0.05 Ae=1.2
D3.0 S=10000 F=1000 Ap=0.05 Ae=1.8
D4.0 S=8000 F=1200 Ap=0.05 Ae=2.4
D6.0 S=5000 F=1500 Ap=0.05 Ae=3.6
D8.0 S=5000 F=2000 Ap=0.1 Ae=4.8
D10.0 S=3500 F=2400 Ap=0.1 Ae=5
D12.0 S=3000 F=2000 Ap=0.15 Ae=6
--主要适合模具类加工参数
--圆鼻刀加工参数也可以参考以上平刀参数
加工案例: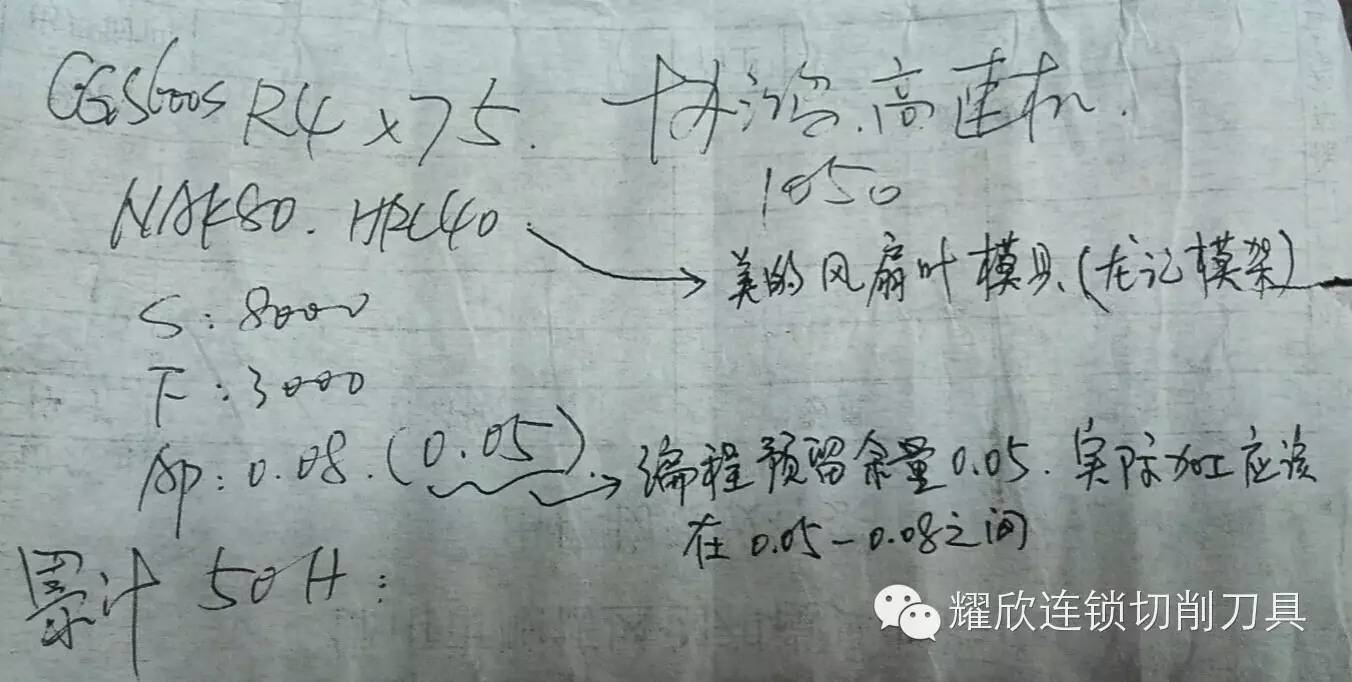
加工工件:500*500mm,油冷
加工效果:累积加工50个小时后横刃完好,切削刃微崩,客户满意!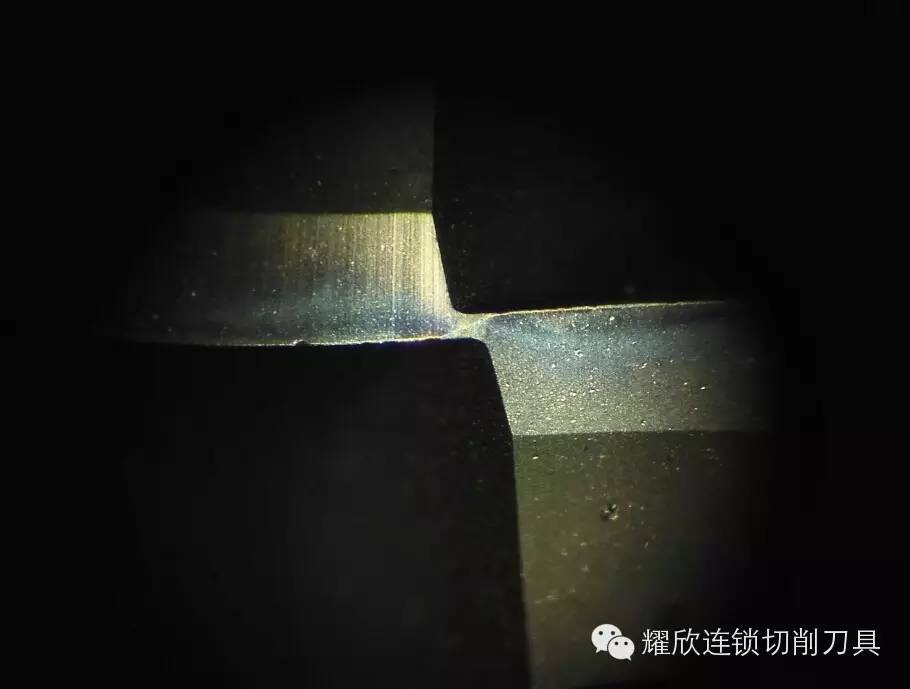
来源声明:本文章系东莞市耀欣切削刀具有限公司(CGS西杰仕)编辑原创或采编整理,如需转载请注明来自东莞市耀欣切削刀具有限公司(CGS西杰仕)。以上内容部分(包含图片、文字)来源于网络,如有侵权,请及时与本站联系(0769-8228 3315 / 8228 3316)。














