






实现高精加工的三种路径 ①提升硬件,购买品牌高精机床; →几十至几百万的硬件投入 ②招聘优秀的编程师傅,利用现有设备,提升加工精度; →每月1.5~2.5万的工资投入 ③提升工具系统精度+刀具精度, →刀柄单次几百或几千月,铣刀则根据需求定

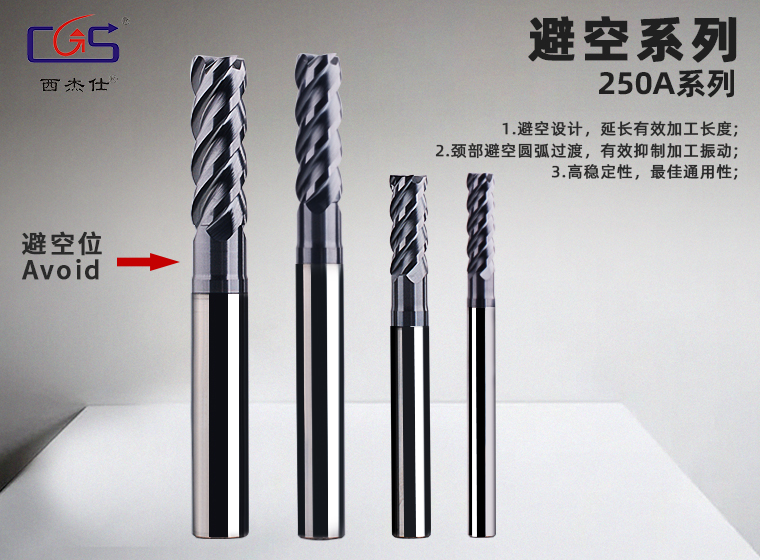
西杰仕CGS-250A--避空设计 --减震、防止加工干涉

深沟刀:之小径深沟--解决你的实际加工问题

全新的高性能数控工具磨床Helitronic Vision 400 L用于加工硬质合金、高速钢、陶瓷、金属陶瓷和CBN材料的回转类精密刀具,如:铣刀、锉刀、钻头、阶梯钻头、轮廓刀具、木工刀具。

在选择适合加工任务的铣刀时,必须考虑被加工零件的几何形状、尺寸和工件材质的各种问题。

数控机床的主轴转速非常高,主轴输出功率也是比较大的,与传统的切削方法而言,对铣刀的要求更加严格,对刚性、精度、耐用度、强度这些要素的要求都更加的严格,与此同时还会要求尺寸的稳定,要方便安装和调整。

铣刀刃长重要性,关乎到铣刀寿命问题

顶级的涂层设备--瑞士swiss进口--瑞士欧瑞康巴尔扎斯(Oerlikon balzers)

适合HRC63以内的高硬钢、不锈钢、合金加工;45度螺旋角,密齿具有更高的耐磨性,适合高速加工。

辛苦磨刀没效率!加工过程中断刀、返工、报废如何是好?

德国K45材料+瑞士AD涂层,涂层适合干切; 材料含Co13%,具有更高的抗崩性能。

稳定性,通用型极强。适合加工:碳素钢,合金钢,球墨铸铁,以及HRC50度之内的预硬钢和淬硬钢。锋利的切削刃与刀具强度合理搭配,切削过程更轻快,刀具寿命更长
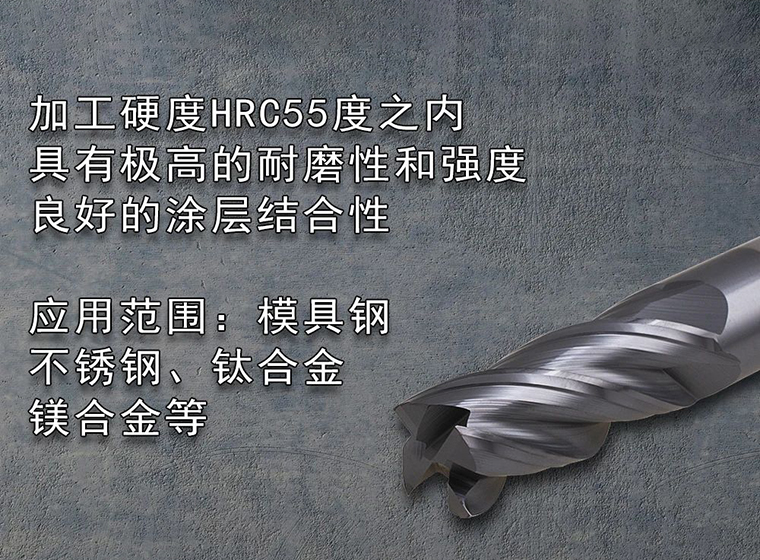
加工硬度HRC55度之内,具有极高的耐磨性和强度,良好的涂层结合性。应用范围:不锈钢,钛合金,镁合金及高温合金。应用工况:精加工,半精加工,高速铣。

①材质:USA KENNAMETAL K25. ②加工硬度HRC55度之内,具有极高的耐磨性和强度,良好的涂层结合性。 ③应用范围:不锈钢,钛合金,镁合金及高温合金。

使用微小径铣刀精加工时,均匀的加工余量至关重要,μ级加工需要掌握相应的加工经验,刀具¹、机器²、材料³、冷却⁴四要素要精准掌握











